
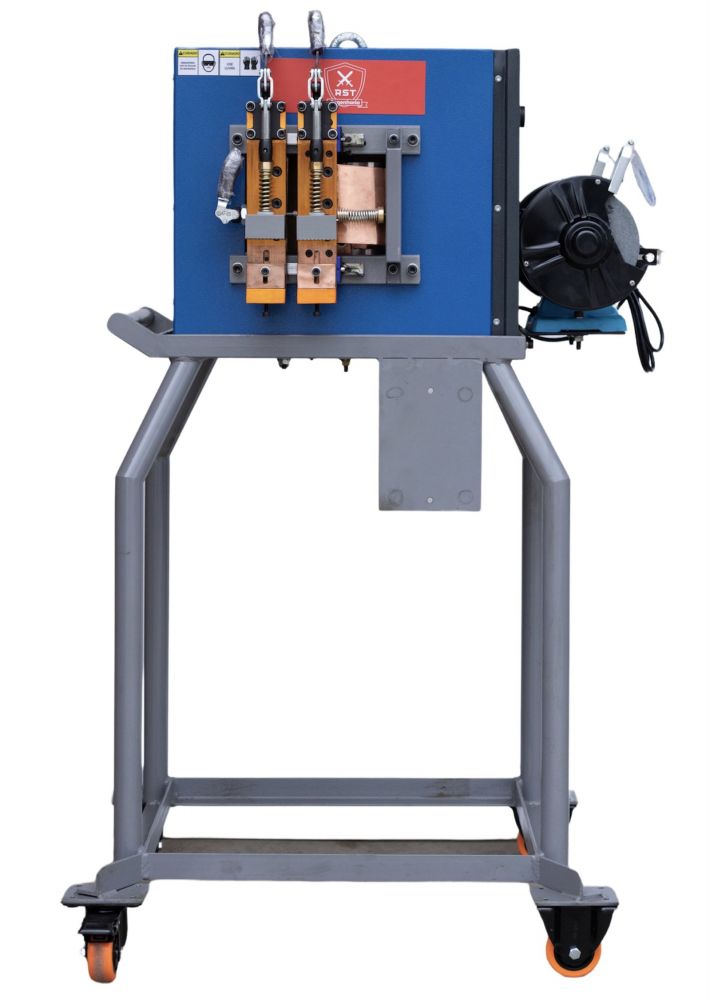
Máquina de Solda



As combinações acima não possuem estoque.
Só temos 31 em estoque. Adicionamos todos em seu carrinho. Compre logo antes que acabe!
Preço sob consulta
Consultar Preço
Especificação técnica Da Maquina de solda Topo
Tensão : 380 v
Corrente elétrica – 70 Amperes
Potencia : 30 Kva
Bitolas máximas para soldagem – ¾¨- 19 mm
Forma Operacional .
O material a ser soldado deverá estar isento de incrustações e oxidações para evitar o isolamento elétrico.
Para iniciar a solda, primeiro distancie os eletrodos, usando a manopla pequena situada a esquerda dos eletrodos, acione essa manopla totalmente,
Abra os eletrodos usando as duas manoplas superiores . Coloque os arames a serem soldados, com as duas pontas bem encostadas uma na outra, essas pontas deverão estar limpas e isentas de oxidação. Trave os arames abaixando totalmente as manoplas até vencer a força das molas. Solte totalmente a manopla que distancia os eletrodos e acione o botão verde fixado na lateral direita do equipamento para iniciar a solda, mantenha acionado até perceber que a solda está com boa penetração das pontas ou ir acionando em forma de pulso para diminuir os faiscamentos. Caso seja necessário afazer acabamento no ponto soldado, use o esmeril fixado na máquina. (opcional).
Em alguns tipos de material, caso a solda fique quebradiça ou esteja se rompendo no momento do tracionamento, Trefilação ou conformação, o ideal é trabalhar com uma potência mais baixa, e liberar o disparo de solda em forma pulsativa, (pequenos pulsos para ligar e desligar a solda), desta forma teremos um aquecimento gradual e uma fusão mais limpa e uniforme.
OBSERVAÇÕES: O equipamento modelo TP (topo a topo), não possui força para puxar os arames dos rolos ou quando o mesmo estiver tracionado externamente. Deixar ambos os lados do arame soltos, para que a mola consiga tracionar e realizar a penetração da solda, caso necessário auxiliar manualmente a penetração das pontas no momento da solda empurrando o arame do cabeçote móvel.
O equipamento modelo TP (topo a topo), possui 5 pontos para o ajuste de potências. Inicie os testes na potência mais baixa (1), só aumente a potência quando estiver soldando arames de maior espessura e perceber que a máquina está faltando potência para soldar este material.
Caso o material a ser soldado possuir elevado grau de carbono ou o mesmo estiver rompendo na solda quando for utilizar em trefilas ou máquinas de conformação recomendamos realizar o recozimento da parte soldada. O recozimento, se faz da seguinte forma: Abra os cabeçotes através do grampo lateral , posicione a parte do arame já soldado entre os eletrodos, feche novamente os grampos superior para que o arame soldado fique posicionado no canal do eletrodo, mantenha o grampo lateral travado, (mantendo os cabeçotes abertos), após o posicionamento, acionar o botão de solda em forma de pulso até que o arame comece a ficar vermelho. Este processo ajudará no recozimento do material, diminuindo as chances de rompimento no local da solda.
Mantenha sempre as articulações das manoplas e dos eixos bem lubrificados para não se desgastarem prematuramente
Cuidado com respingos de solda no início do processo, as rebarbas do corte gera respingos, jamais trabalhar sem óculos. Recomendamos realizar proteção frontal conforme produtos.
Ao empurrar a máquina para trocar de lugar, faça com cuidado, porque o maior peso está na parte superior do equipamento, em caso de início de queda, fica difícil segurar o equipamento devido ao peso superior do transformador.
Quando for soldar arames de maior diâmetro, caso a garra não esteja travando totalmente é necessário regular a pressão da mola através do parafuso M8 que fixa o pisador do grampo, em caso de duvida consultar o manual.





